
Why NOT to let your head be Belt Surfaced


Thread Starter
|
Member
Joined: Dec 2009
Posts: 52
Likes: 0
From: Pensacola Fla
Why not to let your head be belt surfaced/sanded
HN#
Date
CAST#G6EW
NOTES:
IV stock
New thickness 5.200
EV stock
Min thickness 5.185 (AREA SPEC)
EVO 8
Combustion Chambers
4
3
2
1
5
4
3
2
1
10
9
8
7
6
Head Thickness 5.187
Head Thickness 5.184
Head Thickness 5.189
Head Thickness 5.188

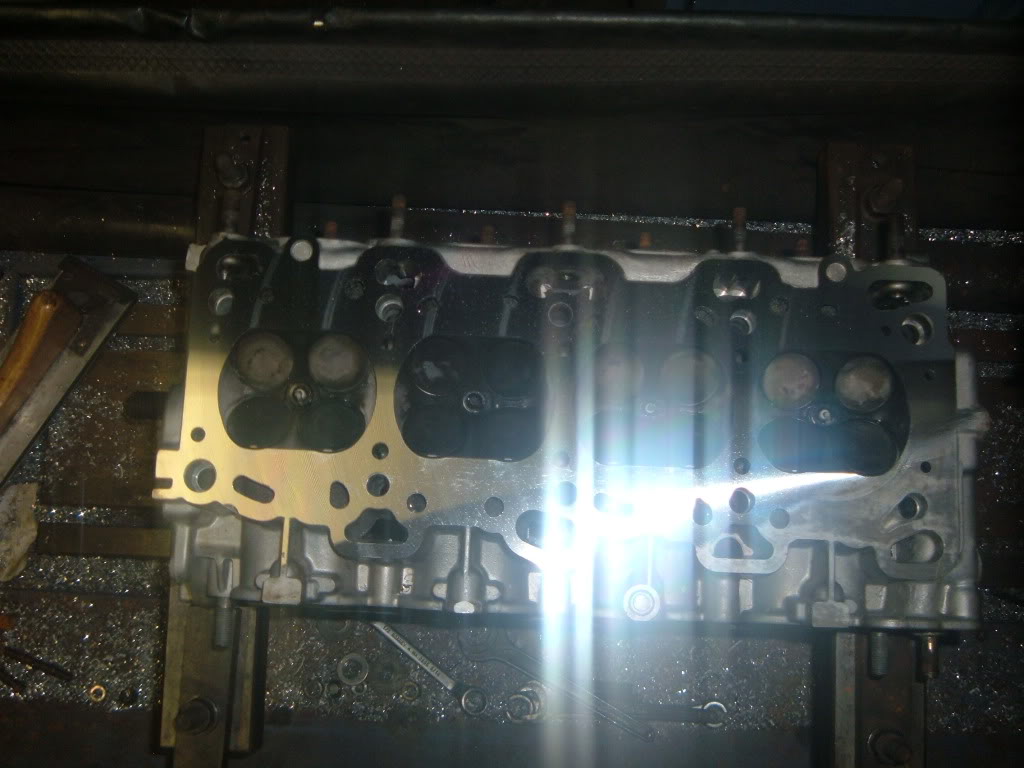



The subject head is a Mitsu 4G63T from an Evo VIII
This head was in very good shape to start.
The head was pulled due to a bottom end problem.
It was not overheated.
It was taken to another shop, NOT mine.
The customer was told it was surfaced .003-.004
It was then run and the bottom end failed, Then came to my shop.
The first thing I did was to check the thickness of the head.
I know a belt surfaced head will not be parallel nor square along with not having the proper surface finish for a MLS head gasket.
HN#
Date
CAST#G6EW
NOTES:
IV stock
New thickness 5.200
EV stock
Min thickness 5.185 (AREA SPEC)
EVO 8
Cam Gears
Combustion Chambers
Bolt Holes
4
3
2
1
5
4
3
2
1
10
9
8
7
6
Head Thickness 5.187
Head Thickness 5.184
Head Thickness 5.189
Head Thickness 5.188
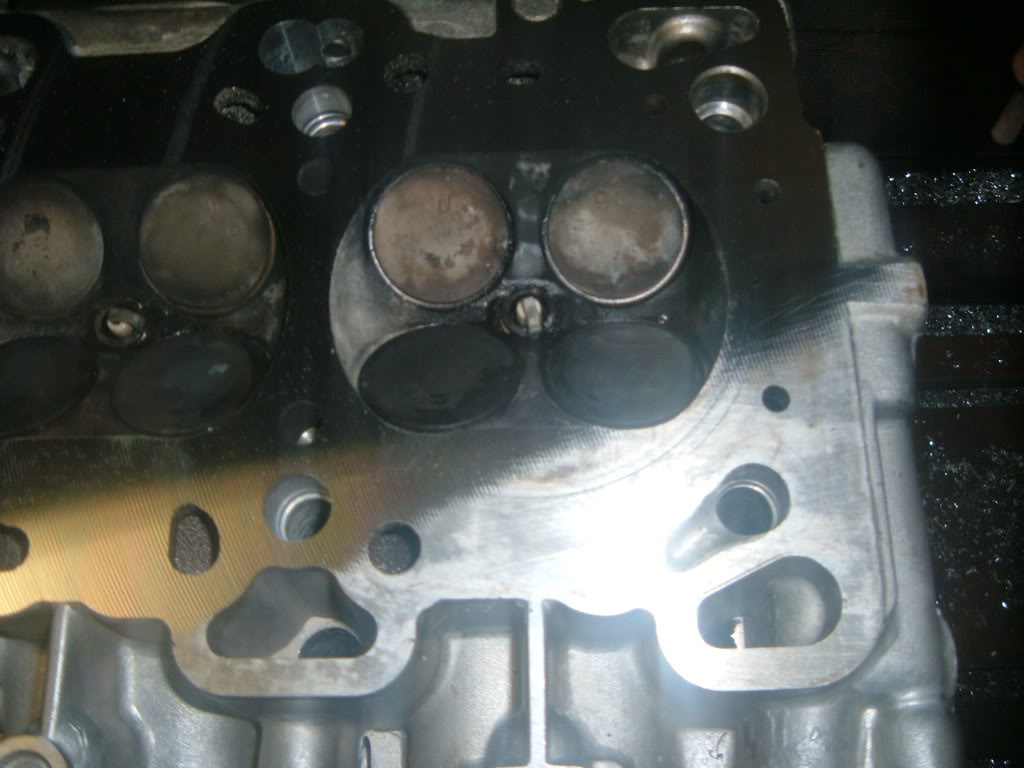
If you look at the 4 corners, you will see how the head gasket surface is not parallel to the valve cover rail.
It is close, but still off
This is the surface finish left by a belt sander
This is how the surface looked after I milled appox .002
It did cut most of the surface, but it was still low at one corner, and it would happen to be right around the oil feed port to the head.
I made another pass of about .002
This is how it looked.
I made another .002 cut
And was to this
So one more pass to clean the gasket surface, and proper clamping force will be kept on the head gasket.
I measured the head again, and it was 5.183 at all 4 corners
When I cc�ed a combustion chamber it was 44cc
I also did �oil port mod #1� before I surfaced the head.
This head is now .002 below AREA min spec, but is still a useable head.

Super Moderator
Joined: Mar 2007
Posts: 8,666
Likes: 0
From: Manor, TX (Outside of Austin)
Originally Posted by BogusSVO
This head is now .002 below AREA min spec, but is still a useable head.
I would assume that a thicker than OE gasket would then have to be utilized to maintain the proper combustion ratio and to help keep it from overheating/warping?

Thread Starter
|
Member
Joined: Dec 2009
Posts: 52
Likes: 0
From: Pensacola Fla
yes a thicker HG would restore the specs to OE
.002 is not really enough to worry about, a sheet of note book paper is apoxx .003
in shome "old school" hot rodding a head is milled way past its service limit so compression is raised , I have milled .075 and .0125 off a head to do this.
with OHC engines, other issues have to be adressed when excessive milling happens
a check of the block to head oil feed ports, and degreing the cams, valve to pistion clerance to name a few
the head being thin does not lead to over heating or warping....
.002 is not really enough to worry about, a sheet of note book paper is apoxx .003
in shome "old school" hot rodding a head is milled way past its service limit so compression is raised , I have milled .075 and .0125 off a head to do this.
with OHC engines, other issues have to be adressed when excessive milling happens
a check of the block to head oil feed ports, and degreing the cams, valve to pistion clerance to name a few
the head being thin does not lead to over heating or warping....

Thread
Thread Starter
Forum
Replies
Last Post